Precision UK Investment Casting: Accurate & Precise Metal Forming
Many manufacturing methods are employed to create the needed components for applications, but few of these processes are as popular as investment casting.
At Dean Group, we pride ourselves on the reliable quality of our investment casting services and explore new innovative additions to make our methods superior at our UK foundry. Read on to discover how investment casting works and why our clients often request it for their components.

Why Choose Investment Casting?
To explain it concisely, investment casting is known for its ability to create intricate components with high accuracy and detail, making it a popular choice across various industries. Sectors such as aerospace, automotive, medical, and defence rely on investment casting to manufacture high-quality parts, which are essential for their specific applications.
The manufacturing process of investment casting, which replaced the older term lost wax casting, is widely used to produce precision parts made of liquid metal. This process is an indispensable manufacturing technique, allowing for the production of complex parts that would be difficult to construct through other manufacturing methods, such as forging.
Investment Casting Process
There are many steps to take between designing a part and obtaining the finished component. The following is a guide through this manufacturing method.

3D Wax Printing Room
3D printing brings additional flexibility to the process and makes the work more cost-effective whilst being easily implemented into the rest of the existing casting process with no disruptions. By embracing 3D-printed wax product development, upfront costs are significantly reduced as the design can be explored, adapted and improved quickly. The printed parts can be examined by the clients in a more natural way than digital models or cross-section drawings, with any issues reviewed and addressed before moving to the more costly tooling process.
The conventional tooling usually required to manufacture the wax required wax patterns is now eliminated in the early sampling stages (small test batches) by this 3D wax printing technology for metal casting. This extremely quick process we currently use at Dean Group drastically reduces the lead times from months to weeks by reducing the conventional tooling process.
In addition, 3D printing enables the production of multiple iterations of a design in a short amount of time. This allows for quick testing and validation of the design before moving forward with the final production.
Tooling for Mould Creation
Whilst working alongside the 3D wax printing to prove the design, our team will then develop a long-term solution with the metal tooling; this provides a cost effective solution for ongoing production of many castings. A tooling is essentially a metal container designed to let liquid wax solidify into a design with exacting specifications. Our metal tooling here at Dean Group can range in sizes from 10mm³ to 500mm³, depending on the design required by the customer.
Fusing and Cleaning
Once the wax has been poured into the tooling and set, it is removed and cleaned. This leaves the operator with wax copies of the intended final product that are fused onto a runner system for the future creation of the metal mould.
The role of the runner system is to ensure that the molten metal feeds correctly into the formed parts of the shelled mould without any air pockets or voids. The design of the runner system is critical to the success of the casting process, as it can affect the quality and consistency of the final product. A well-designed runner system can help minimise defects such as porosity, shrinkage, and warping while improving the casting process's efficiency and yield.
The wax is thoroughly cleaned and dipped in citric acid and water with the components attached to a sturdy runner. This not only cleans the wax of grease, but the mild acid creates a grain in the smooth surface to enable the shell media to correctly adhere to the surface. Now, the wax is prepared for the next stage.
Mould Creation
The created wax mould is dipped in an adhesive slurry to allow sand to stick to it. We use a range of sands from incredibly fine to largely coarse, with the process being repeated many times until the wax is encased in this heat-refractory material. The refractory ceramic creates finished parts within much tighter tolerances than alternative casting methods.
Dewaxing & Wax Recycling
After some intervening preparation, the new mould needs the wax interior removed before the metal casting. The moulds are placed into a vacuum chamber and subjected to heat and pressure that forces the wax out without compromising the mould. Without the vacuum pressure restricting the wax, it would expand when heated and threaten the mould. This wax will be collected and recycled for the earlier steps many times before it is unusable.
Mould Preparation
With an empty mould created to the precise specifications required, one last piece of preparation is needed before the metal is cast; pre-heating. The moulds are pre-heated to extreme temperatures similar to what they will be subjected to during pouring. These pre-heated shelled moulds help the molten metal flow through it as well as eliminate the potential danger of cold edges and general thermal shock.

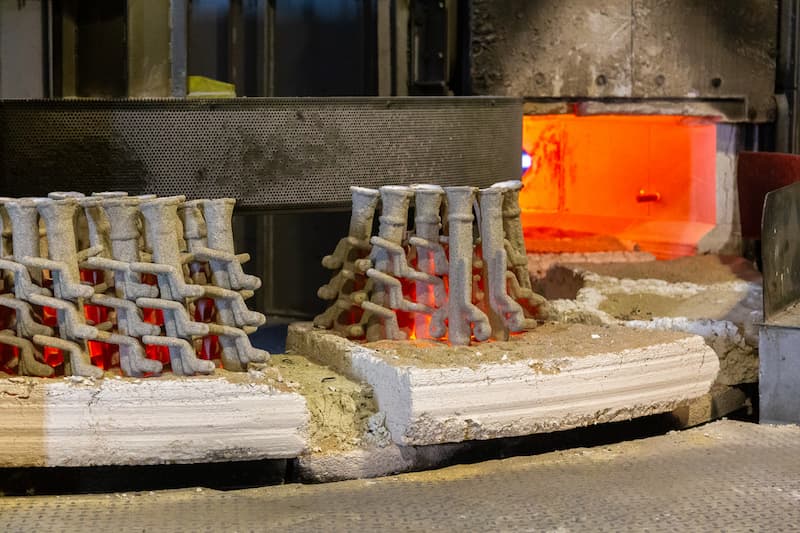
Liquid Metal Pouring
Our team pours the molten liquid metal into the pre-heated, shelled mould. It is poured in a steady, controlled stream as the rate will ensure the mould is filled evenly and produce a better final product. Once it is filled, it is left to cool and solidify, then the shell is removed. Once it’s safe, once the shelled mould is removed from the solid metal, the desired parts are cut away from the runner system and both the shelled mould and runner will be recycled back into the system. The cast parts will now be sent for checks and final finishing.
Additional Checks and Treatments
Once the product has been cast and removed from the metal runner one or many post processes will take place depending on the final applications requirements. Here are some examples of those processes:
Machining: This involves shaping a metal part by cutting, drilling, or grinding. Machining is often used to remove excess material and create the final product's desired shape.
Heat treatment: the heating and cooling of the metal after casting will alter its properties, such as hardness, strength, or ductility. Heat treatment can also be used to relieve internal stresses caused by manufacturing processes.
Anodising: Creating a layer of oxide on the surface of metal will increase corrosion resistance and improve aesthetics. Anodising is commonly used on aluminium and titanium parts.
Destructive testing: This type of testing is where the part is intentionally damaged to determine its mechanical properties, such as strength, toughness, and ductility. Examples of destructive testing include tensile testing, impact testing, and hardness testing.
Non-destructive testing (NDT): This alternative type of testing where the part is examined without damaging it. NDT techniques include visual inspection, ultrasonic testing, X-ray testing, and magnetic particle testing.
Painting: This goes beyond simple aesthetics. Applying a coating of paint to the surface of a metal part will provide protection against corrosion whilst also improving aesthetics. Various painting techniques include electrostatic painting, powder coating, and spray painting.
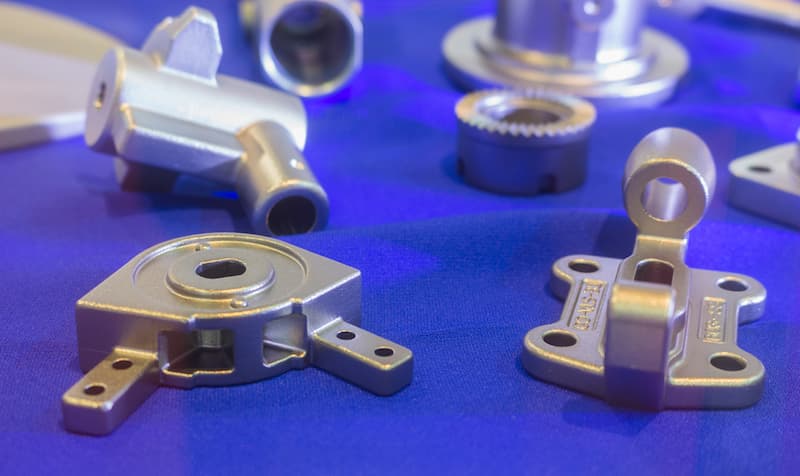
And after these steps are complete, we are left with the high-quality results of our investment casting process.
Investment Casting Services at Dean Group
At Dean Group, we are a family-run UK metal foundry that prioritises our investment casting process to provide a reliable, effective service that ensures high-quality results for both premium and commercial-grade work. Our existing and future manufacturing processes are covered under ISO 9001 and our BSI (the British Standards Institution) accreditation so that our high standards will be maintained during commissioned castings. Learn more about our metal casting or other services online. Alternatively, contact us to discuss how our innovative methods can benefit your next application.


Brinell Drive
Northbank Industrial Park
Irlam
Manchester
M44 5BL
Registered in England VAT No: 146307478 Company Registration No: 1062820

